主题:【原创】新能源真的清洁吗? -- 橡树村
家园 认识最后引用的那倆论文的作者之一 同一个专业出身
家园 其中一个在河里的 在这个帖子里面也发了言的。
认识?
- 复 其中一个在河里的
家园 是和在河里这个认识 联系上了
- 复 其中一个在河里的
家园 不知道是哪个ID啊 认识其中一个真人
家园 一点线索 不想再回在那座楼.
我对往复式保留意见,主要是寿命和应对进气压,流量变化的能力先天不足,实际运行成本高于螺杆.处理含氧易爆气体,应该按API设计,你说的国产装备恐怕目前还达不到.
 外链图片需谨慎,可能会被源头改
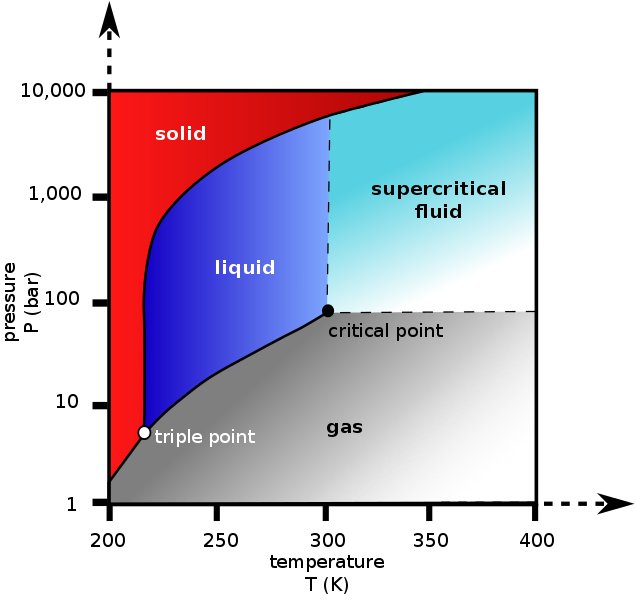
外链图片需谨慎,可能会被源头改二氧化碳的临界点很低,31.1摄氏度,71个大气压.如果把冷凝温度控制在-40°C~-30°C,只需要十几到几十个大气压.加压后用氨制冷或丙烷制冷就可以液化.其它的如膜渗透上次我提到了.
尾气回收这块,一般不需要"低温",因为这类气体的重组份比较高,常温下就可以液化,所以加压后用空冷或者水冷的比较多.小型空分如果是低压深冷可以考虑,但你只提供裸机,从效率和成本上能拼得过法液空,BOC他们吗?
本来要去你们公司机组这一块,也许若干年后我们会重逢.
- 复 一点线索
家园 给老兄补充点国内信息 国内最近几年在大型通用设备制造商进步很快
国产往复机已经能做到120吨活塞力了,缸径可以做到1米五了。在往复机这块,这也是很多外资厂家制造能力的极限了。
两油之一的某巨头大型往复机也几乎都已经全用国产的了
在制造能力和符合API标准这方面国内厂家可以说完全没有问题了
论价格更是秒杀外资产品
外资厂家像GE,siemens之流在这块市场也是通过快速购买内资股份,把技术注入技术转移到国内来快速占有国内市场的。
兄弟对外资厂家在国内市场前景的担忧也来源于此,当然,其实是对自己未来职业前景提前考虑
家园 也查询了相关信息 前天回完贴后查了厂商资料,有你说的武汉厂家,也有锡压,还有山东的。另一现象是国外几家大厂纷纷组建合资企业来占山头。
你说的“缸径可以做到1米五”,再结合葡萄说的自主能力制造天然气输气管道,基本上这一条产业链已经打通。
我也希望有类似三一重工的企业迅速崛起,到时候准备点投名状,哈哈!
- 复 也查询了相关信息
家园 国内确实这方面很强了 在这类通用设备上,有明显差距的领域就是大型工艺气用透平机械。在大型天然气管道输送上,主要还是用透平机械。这块基本都是外资产品。驱动设备上的燃气透平设备也是外资设备。
当然,这几类设备的制造和技术能力通用性不强,很难会直接出现三一重工这样的企业。当然,类似于GE这种通过资本手段收购也是有可能实现的。
内资大型工艺气产品方面,最强的在沈阳。
家园 忙总已经在做军转民的技术移植 大型透平的国产化应该在议事日程上。
家园 VRU这块国外的工艺主要是什么呢 国内这块好像还主要是-70℃的低温加活性炭
家园 视组份而定 国外也是低温液化.
如果是-70℃,我首先质疑采用低温液化法,丙烷和氨作为常规制冷剂的经济性.也许国内是采用其它种类制冷剂或者加压-JT工艺,否则没有必要在低于-40℃(F)工况下冷凝,可以提高工艺压缩机出口压力来升高液化温度,为了达到-70℃而让制冷压缩机多做功是否必要.
其次,我猜测国内的VRU应用C1和C2的组份比较高.接触到的国外项目,VRU组份中C3,C4,C5占多数,只有少量的C1,C2.如果C1,C2比例高,选择的液化温度自然就低.
有没有现成的气体组份以及进口压力提交给你?当地适合空冷还是水冷?可以找个实例,我练练手.
- 复 视组份而定
家园 这个还真没有实际项目到我这 国内的VRU这块现在好像还是主要油库这块,感觉C1,C2应该不是特别高。回头再打听打听,了解了解细节再和老兄讨论
家园 哈哈,没问题,村长也不会责怪我歪楼. 关于油库的应用,我会从以下两点入手:
1)普通立式油罐大多数是常压容器,从油罐收集的挥发气体压力非常低.采用冷凝法,一般有两个回路:工艺回路和制冷回路.国内可能把这种双回路系统称之为复叠法,如下图.工艺气体的出口压力不需要太高,好处是冷凝后的液体可以用常压容器或者低压容器储存,缺点是冷凝温度低,升高制冷压缩机功率.
 外链图片需谨慎,可能会被源头改膜/压缩冷凝复叠法油气分离回收系统:
外链图片需谨慎,可能会被源头改膜/压缩冷凝复叠法油气分离回收系统:GVR系列膜/压缩冷凝复叠法油气分离回收系统是我公司开发并申报国家发明专利的新一代高效节能型油气分离回收系统(专利号:200420080271.4),油气经压缩机压缩至0.8MPa,进入预冷器和冷凝器并冷却至0-5℃温度,此时油气在冷凝器中有机组份的蒸汽分压将超过其相应的饱和蒸汽分压,超过的部分冷凝成优质汽油回收再用,不凝气体进入预冷器加热 10-20℃温升后进入膜分离器进一步分离。膜分离器渗透气中富含有机组份气体返回压缩机入口复叠处理,透余气中清洁空气排放大气。
2)国家有关部门的规范,排放要求.温度越低回收率越高,排放值越低.
冷凝式油气回收装置采用复叠式压缩工艺、三级蒸发器冷凝,不用外加液氮辅助致冷,即可达到国家制定的“石油及成品油储运销售及污染物排放标准”中规定的非甲烷总烃排放限值35 g/m3 以下,或非甲烷总烃回收率达到90%以上。现场运行表明,该装置设计工艺流程先进、自动化水平高、操作简单、维修量少、运行成本低。经中国石油化工集团安全工程研究院检测,非甲烷总烃回收率达91.67%。装置主要技术参数设备性能可靠
主体设备全部采用国际名牌产品,确保机组可靠运行,设备使用寿命达10年以上。
先进的流程控制,简单、方便的用户操作
采用国际名牌 PLC加触摸屏控制系统,能显示所有关键参数,自动化程度高,操作人员只需按一下开车按钮或停车按钮,便可完成开车或停车工作;可采用远程计算机监控管理,各测控点的温度、压力、流量等参数均可实现实时及历史数据查询功能;自动存储装置运行各工作参数和报警故障。
撬装式设计
占地面积小,结构紧凑,便于运输及现场安装。
投资成本低
同样规模处理量装置,投资成本低于膜分离法和吸附法装置。
负荷能力大
150%超负荷运转能力。
能耗低
冷凝温度至-90℃的装置耗电< 0.35kwh/L回收物
噪音小
设备运行时噪音小于 70dB。
维修费用低
仅每年进行少量冷媒补充。
回收率高、尾气达标排放
冷凝温度至-75℃的油气回收装置回收率>90%,尾气非甲烷总烃浓度<50g/m3;
冷凝温度至-90℃的油气回收装置回收率>95%,尾气非甲烷总烃浓度<35g/m3;
冷凝温度至-110℃的油气回收装置回收率>98%,尾气非甲烷总烃浓度<25g/m3。
装置的性能特点
自身安全性高
油气始终在低温下运行,不会产生高温燃烧;油气组分始终不与其它可燃、易燃物质接触,在油气流程中,也完全没有电力或机械组件,没有遇明火爆炸的可能性;所有电气、仪表、元器件及控制系统均按国家石化行业相关标准进行防爆设计、选型,确保在易燃易爆气体危险环境下安全运行。工艺
成熟、简单可靠
从工艺的复杂程度来看,冷凝法是最简单的工艺,只要通过压缩机制冷,在蒸发器内冷媒换热,将油气温度降低到设定的温度,就会达到回收油气的预期效果。
国产化
从装置的投资来看,冷凝法的所有设备可以国产化,费用低廉。同样规模的装置,投资成本要比吸附法及膜分离法低。
回收物直观、洁净
从回收的产品来看,冷凝法是唯一可直接见到回收产物的方法,便于对装置的运行情况进行评价。
不需要吸附剂或吸收剂,油气及回收的液体成分只与金属材料接触,洁净无污染。
尾气达标
对排放油气的回收处理,不同的冷凝温度,可分别达到50g/m3、35g/m3、25g/m3的排放限值。
在网上用关键词检索了一下,有些资料可能对你有用.特别留意一下711所和苏邦机电.
[711所]
[苏邦机电]
如果只接触裸机,那么工艺参数主要由设计院或机组厂家提供.